Intelligent controls accelerate large scale hydrogen production
Published by Oliver Kleinschmidt,
Deputy Editor
Global Hydrogen Review,
Chiara Ponzellini, Emerson, presents a scenario where an industrial, green hydrogen, original equipment manufacturer needed an equally sophisticated supplier of control technologies, a visualisation/data platform, and development services to speed up R&D and enhance process reliability.
Worldwide, companies continue to seek out high-volume, yet cost-effective production methods for creating green hydrogen. Hydrogen is a clean, versatile way to achieve long-term energy storage and support grid balancing efforts, both essential for practical renewable energy implementation. Using electricity to split water molecules and produce hydrogen is a well-understood process called electrolysis, and the use of renewable electricity for this is called green hydrogen production, but there remain countless opportunities to innovate and optimise for best efficiency.
Those companies able to rapidly verify enhanced approaches during R&D, and then effectively scale the tech up for commercial use, will be best positioned as this energy transition progresses. While the electrical and mechanical technologies at the heart of green hydrogen electrolysis are important, the proper digital strategy is also critical to provide flexibility during testing and development, with an assurance that verified pilot-size designs can be seamlessly expanded to larger scale production.
Innovative digital technologies propel pilot project success
Shanghai Bright-H Technology Co, Ltd in Shanghai, China, specialises in hydrogen energy technology services and integrated hydrogen system solutions. The company performs R&D supporting the manufacture of electrolysers, based on proton exchange membranes (PEM), alkalines (ALK), and other water electrolysis technologies. Many equipment models are in production, and the organisation has also been pursuing next-generation technologies such as anion exchange membranes (AEM), solid oxide electrolyser cells (SOEC), and composite diaphragms to determine the best methods for green hydrogen production at a variety of volumes.
The company’s Bristack-P Series PEM equipment currently operates in ranges of 5 - 400 Nm3/hr, while the Bristack-Z Series ALK systems achieve 50 - 3000 Nm3/hr. The design challenge is not just about producing hydrogen as efficiently as possible from an energy consumption standpoint but also generating it in the necessary volume for a given application. Some applications might accept a constant full production rate for mass production, while others will need to operate over a wide load range to support dynamic renewable applications by responding rapidly to setpoint changes.
Recently, the company launched a 1500 Nm3/hr ALK pilot project, representing a critical bridge between R&D scale and full industrial operation planned for 2000 Nm3/hr or more (Figure 1).

Figure 1. Shanghai Bright-H launched an alkaline water electrolysis pilot project, requiring a digital platform delivering improved control, visualisation, and data handling so the team could optimise operation and ready the design for scale-up.
Due to the complexities of creating and adapting pilot scale equipment for testing new technologies and exploring the ramifications of scale-up, they required a control and visualisation/data platform that could:
- Operate in a robust, safe, and stable manner, especially considering the process hazards.
- Handle fluctuating requirements at the initial design phase.
- Readily accommodate changes through deployment.
- Implement complex control algorithms.
- Support demanding visibility, data gathering, tuning, and control strategy update needs during testing.
- Reliably be expanded as smaller pilot designs were developed into larger installations.
To ensure a harmonious integration, the company sought one supplier offering a comprehensive control and visualisation/data platform, with all hardware and software elements demonstrated to work seamlessly together. Furthermore, to streamline design and accelerate deployment efforts, the company also preferred to work with a supplier offering extensive in-house development and support services.
A natural choice for automating any industrial-grade processing equipment includes specifying a programmable logic controller (PLC) in conjunction with human-machine interface (HMI) and supervisory control and data acquisition (SCADA) software to provide visualisation and other more advanced services. PLC and HMI/SCADA platforms reliably operate countless mission-critical industrial operations.
Modern PLCs provide high-speed logic processing, flexible and expandable input/output (I/O) handling – along with advanced data management to support higher-level analytics. Even for analog-heavy processes, where flow, pressure, temperature, level, energy, and other signals must be monitored and controlled, the most capable PLCs provide a considerable degree of fine control.
A compatible HMI/SCADA platform presents clear visualisation of the PLC automation on authenticated target devices, such as personal computers (PCs), handhelds, and even remote web browsers. Team members use HMI/SCADA to monitor process operation in real time, to enter parameter and tuning changes, and to support the data analytics necessary for continuous improvement and process refinement.
However, for the new pilot plant project the team was aware of several challenges – as is typical with many first-of-its-kind systems – impacting their PLC and HMI/SCADA choice. First, the nature of any ALK process presents far more technical challenges than for PEM; most notably that the nonlinear coupling of multiple parameters, combined with large time delays, renders conventional PLC algorithms inadequate for the control task. This deployment would also lack any established control system references, so the team anticipated extra attention would be needed during commissioning, even though only a limited timeframe was available.
A PLC and HMI/SCADA digital strategy built to perform
Based on these considerations, Shanghai Bright-H selected Emerson as their partner to deliver a comprehensive digital automation architecture built on a pair of PACSystems™ CPE215 controllers and PROFINET-connected RSTi-EP I/O modules, along with the Movicon.NExT™ HMI/SCADA software platform (Figure 2).

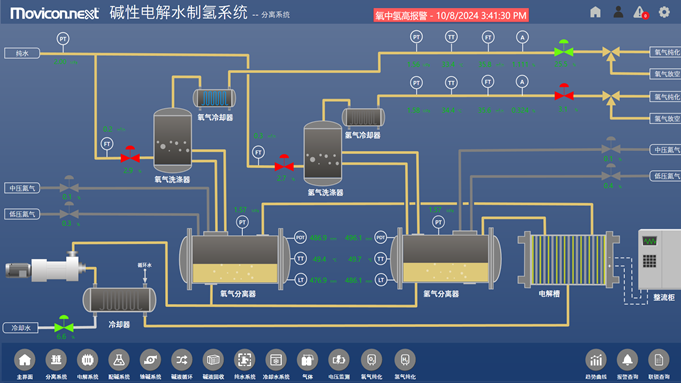
Figure 2. Emerson’s PACSystems CPE215 controllers, PROFINET-connected RSTi-EP I/O, and Movicon.NExT HMI/SCADA software platform, integrated by Emerson’s field service team in partnership with Shanghai Bright-H, provided the performance necessary to handle complex process control algorithms and provide clear operational visibility.
Emerson’s field service team was brought in for the project, ensuring smooth commissioning and early optimisation. This drastically reduced start-up time, and it allowed the Shanghai Bright-H team to focus their expertise and efforts on the process operational details, while Emerson performed control and visualisation work as needed.
Typical PLCs would not be up to this process control challenge, but this particular PLC model supports native C programming, which allowed embedding of the sophisticated proprietary algorithms needed to carry out effective control. Engineers could fine-tune this aspect of the design, confident in the native operational performance, and assured that their intellectual property remained protected.
The HMI/SCADA solution was about much more than presenting clear process flow depictions, instructive alarm indications, and intuitive interfaces, although those considerations were certainly part of the design (Figure 3). The overall system included control room operators displays, a data historian, and an HMI located at the machine.
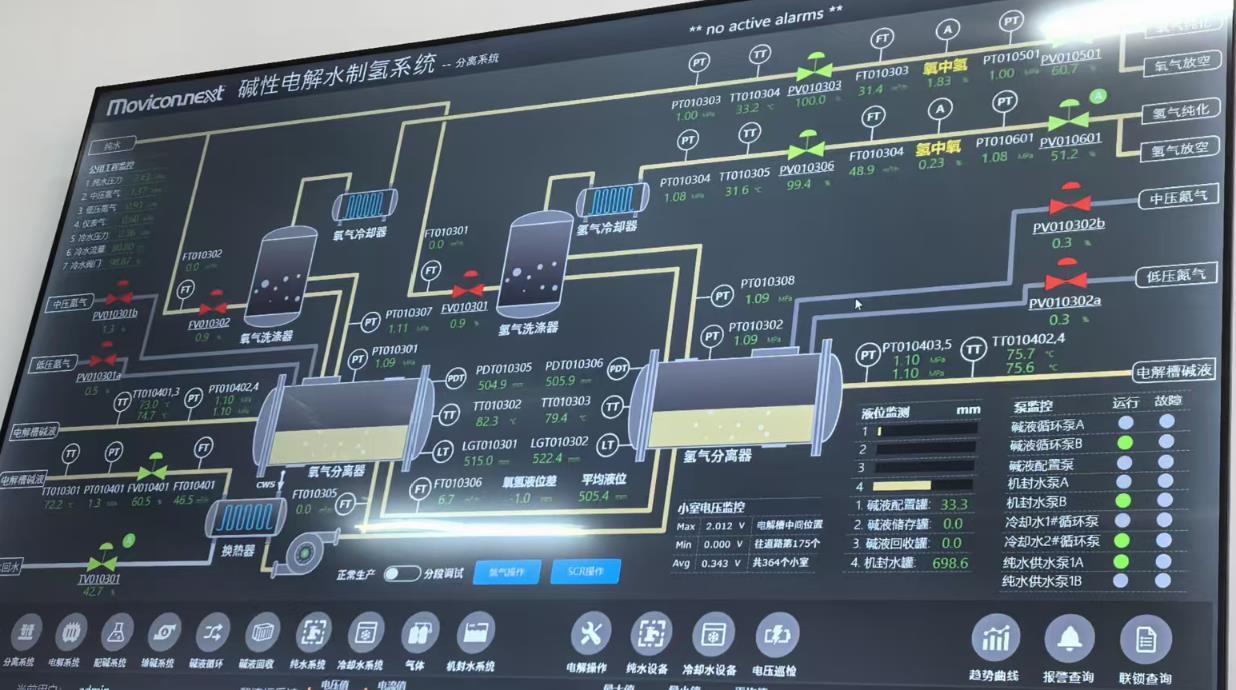
Figure 3. While the Emerson PACSystems CPE215 controllers provided sophisticated control, including execution of proprietary algorithms coded in C, the Movicon.NExT HMI/SCADA handled visualisation, alarming, setpoint entry, and data handling tasks.
Built-in scalability considerations mean that the HMI/SCADA platform can be used for small industrial internet of things (IIoT) projects, or mid-size equipment operation as was the case here, and for full plant control and monitoring too. The development team benefited from a modern visual interface with native 3D view support, built-in rich communication protocols for efficient and stable interconnection with other systems, and abundant libraries and plugins that enable project configuration and development through simple drag-and-drop operations.
This digital solution provides unified real-time control, data visualisation, and performance analytics, enabling operators to monitor key process indicators (KPIs), including hydrogen purity across all electrolysis stacks. The 3D visualisation and predictive alarms also provided a great deal of clarity, which empowered their engineers to anticipate anomalies and optimise production efficiency.
Intelligent controls support the energy transition
By the time commissioning and testing was completed, Shanghai Bright-H had demonstrated high-efficiency, continuous hydrogen generation at a benchmark industrial scale, positioning the company at the forefront of China’s green hydrogen technology landscape.
Industrial automation projects such as this demonstrate the benefits of choosing reliable PLC and HMI/SCADA solutions – able to monitor and control complex processes and support future scale-ups – from an experienced supplier able to support integration efforts and accelerate deployments.
All figures supplied by Emerson
Read the article online at: https://www.globalhydrogenreview.com/special-reports/21052026/intelligent-controls-accelerate-large-scale-hydrogen-production/
You might also like

Efficient electrolysis to optimise hydrogen production
Bürkert Fluid Control System reports on why valve and sensor technology are key to optimising hydrogen production through electrolysis.